Каталог оборудования
|
Поиск по каталогуOMGA FJL-183 (Италия)

• Благодаря автоматическому загрузочному устройству участие оператора в работе системы минимизировано. Процесс обработки заготовки здесь целиком происходит на линии.
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

|
Благодаря автоматическому загрузочному устройству участие оператора в работе системы минимизировано. Процесс обработки заготовки здесь целиком происходит на линии. | |
|
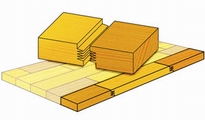
Узел выравнивания выравнивает все пакеты перед подачей на предварительный пресс. Узел предварительного прессования снабжен четырьмя моторизированными валками с дифференцированной скоростью для предварительного сбора. | |
|
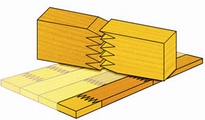
Шипорезная группа состоит из двух фрезерных шипо–резных узлов, расположенных друг напротив друга. Данное решение позволяет получить высокую производительность и компактность оборудования. На каждом фрезерном узле помимо основной торцовочной пилы установлены две дополнительных подрезных пилы. Данное конструкторское решение позволяет получать детали без сколов при зарезки шипа с «заплечиками». | |
|
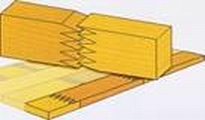
Антискольный подвижный упор предназначен для предотвращения скола у последней заготовки в пакете. После окончания фрезерования упор автоматически отодвигается. | |
|
Система задачи длин заготовок позволяет получать требуемое количество заготовок необходимой длины. Конструкция пресса позволяет получать готовую плеть меньшей длины. | |
|
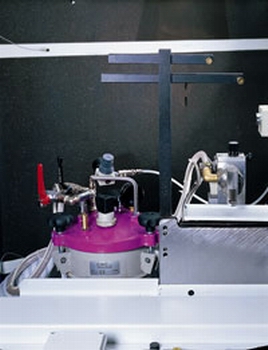
Система клеенанесения под давлением позволяет экономить до 30% клея по сравнению с вальцовыми системами. | |
|
После фрезерования весь пакет переходит на автоматический опрокидыватель, который по одной перегружает заготовки на выравнивающий ковер. Щетку для опрокидывания при горизонтальной обработке материала использовать необязательно. Система понижения давления гарантирует идеальное и быстрое продвижение материала. | |
|
По достижении заданной длины, которая измеряется продольным энкодером, щит обрезается. Для одного цикла прессования можно запрограммировать до четырех различных значений длины. | |
|
Клеенаносящая гребенка может регулироваться строго под размер обрабатываемой детали, что так же способствует экономии клея. |







Технические характеристики:
| Длина, мм. |
150–1200 |
| Толщина, мм. |
15–80 |
| Ширина, мм. |
30–150 |
| Ширина подающей ленты, мм. |
750 |
| Скорость подающей ленты, м/мин. |
60 |
| Двигатель фрезеровочного станка, кВт. |
2×18,5 |
| Диаметр вала двигателя, мм. |
50 |
| Двигатели дробильной машины, кВт. |
2×5,5 |
| Двигатели лент, кВт. |
2×1,1 |
| Скорость выводного ковра, м/мин. |
60 |
| Скорость опрокидывателя, м/мин. |
60 |
| Скорость опрокидывания, шт/мин. |
50–90 |
| Мощность двигателя щетки, кВт. |
0,18 |
| Мощность двигателя толкателя, кВт. |
0,55 |
| Мощность двигателя ленты, кВт. |
1,1 |
| Скорость сбора, м/мин. |
150 |
| Скорость выравнивания, м/мин. |
180 |
| Мощность двигателя цепи, кВт. |
3,0 |
| Мощность двигателя ленты, кВт. |
0,55 |
| Мощность двигателей предварительного пресса, кВт. |
2×1,85 |
| Скорость сбора, м/мин. |
150 |
| Скорость выравнивания, м/мин. |
180 |
| Мощность двигателя цепи, кВт. |
3,0 |
| Мощность двигателя ленты, кВт. |
0,55 |
| Мощность двигателей предварительного пресса, кВт. |
2×1,85 |
 создание сайтов в Красноярске
создание сайтов в Красноярске