Каталог оборудования
|
Поиск по каталогу
SCM Group OLIMPIC K 130 (Италия)
 увеличить фото
увеличить фото
|
Автоматический кромкооблицовочный станок, проходного типа, предназначен для облицовки кромок прямолинейных сторон панелей в автоматическом режиме различными кромочными материалами. Станок производит минимальный необходимый цикл обработки кромки после прохождения детали через клеевой узел: торцевание свесов кромки, фрезерование выступающей кромки с двух сторон, циклёвка поверхности кромки после фрез, полировка кромки. В качестве кромочного материала может быть применен рулонный или полосовой меламин, ABS, ПВХ, бумага, натуральный шпон и полосы массива древесины.

Общие характеристики:
- станина высокой жесткости, сваренная из стального профиля;
- выдвижная роликовая опора для поддержки плит вдоль всей длины станка;
- патрубки для подсоединения вытяжки;
— защитная кабина для зоны наклеивания и обработки кромки;
- аппаратный щит с блокируемым выключателем питания и тепловыми реле защиты
- электродвигателей;
- кнопки аварийного отключения на входе и выходе станка;
- инвертор.
Станок выполнен в соответствии с европейскими нормами CE.
|
Конструктивные особенности:
 увеличить изображение
увеличить изображение
|
ЭЛЕКТРОННАЯ СИСТЕМА УПРАВЛЕНИЯ "ORION -ONE ".
- пульт управления расположен на входе станка для удобства и простоты использования оператором;
- осуществляет управление всеми рабочими группами;
- на дисплей выводится информация для контроля и настроек температуры в клеевой ванне;
- «soft touch» кнопки для активации рабочих группp со световыми индикаторами включения/выключения.
|
 увеличить изображение
увеличить изображение
|
СИСТЕМА ПОДАЧИ ОБРАБАТЫВАЕМЫХ ПАНЕЛЕЙ.
– «Радужная» транспортерная лента (патент SCM) покрытая резиной с высокими характеристиками сцепления для лучшего перемещения панелей.
- Массивная стальная прижимная балка с двумя рядами обрезиненных роликов установленных на подшипниках, для равномерной подачи и надежной фиксации обрабатываемых деталей.
- Ручной подъем верхнего прижима с автоматическим позиционированием рабочих групп в соответствии с выбранной толщиной обрабатываемой панели.
- Цифровой механический индикатор выбранной толщины обрабатываемой панели.
|
 увеличить изображение
увеличить изображение
|
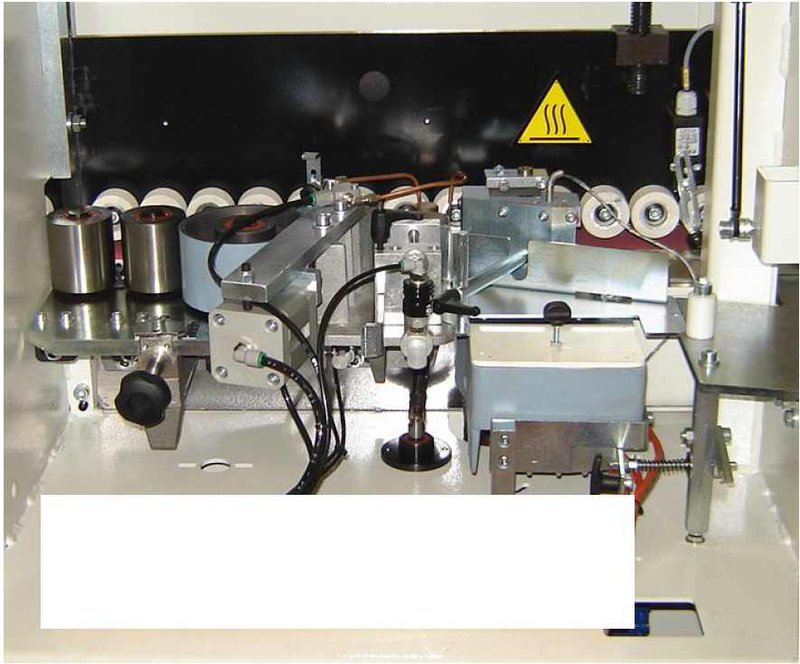
ГРУППА НАНЕСЕНИЯ КЛЕЯ, ЗАГРУЗКИ И ПРИЖИМА КРОМОЧНОГО МАТЕРИАЛА.
– Прямой привод клеевой ванны.
- Ванночка для клея–расплава имеет тефлоновое покрытие для легкой и быстрой смены клея.
- Ролик для нанесения клея на деталь.
- Цифровой термостат для управления температурой на клеенаносящем ролике. Автоматическое понижение температуры в клеевой ванночке при временной остановке в эксплуатации станка
- Автоматическая система подачи кромочного материала в рулонах с устройством обрезки кромки с максимальной толщиной 3 мм.
- Автоматическая система подачи кромочного материала в полосах.
- 1+2 прижимных ролика; первый — приводной, второй и третий имеют противоположно направленную коническую форму для обеспечения качественного прижима приклеиваемого кромочного материала. Все ролики оборудованы механическими устройствами прижима.
- Дисковый держатель кромки в рулонах, имеет возможность складываться для уменьшения габаритных размеров станка в момент, когда он не используется.
|
 увеличить изображение
увеличить изображение
|
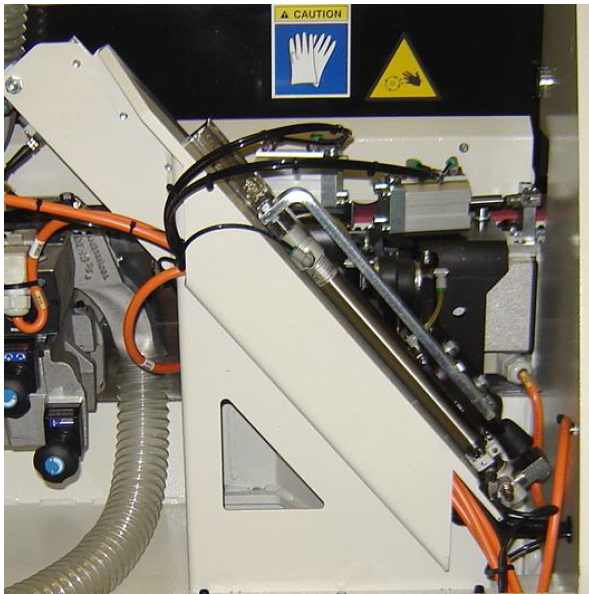
ТОРЦОВОЧНЫЙ АГРЕГАТ "K-2".
– (2 двигателя, 200 Гц, 12000 об/мин), пневматический наклон 0° — 15° с пульта.
- Возможно торцевание софт и постформинговых заготовок.
- Высокоточное торцевание благодаря перемещению двигателей по 2–м призматическим направляющим на линейных подшипниках с рециркуляцией шариков.
- Каждый двигатель оснащен копиром для точного позиционирования пильных дисков относительно точки торцевания. Два пильных диска в комплекте.
|
 увеличить изображение
увеличить изображение
|
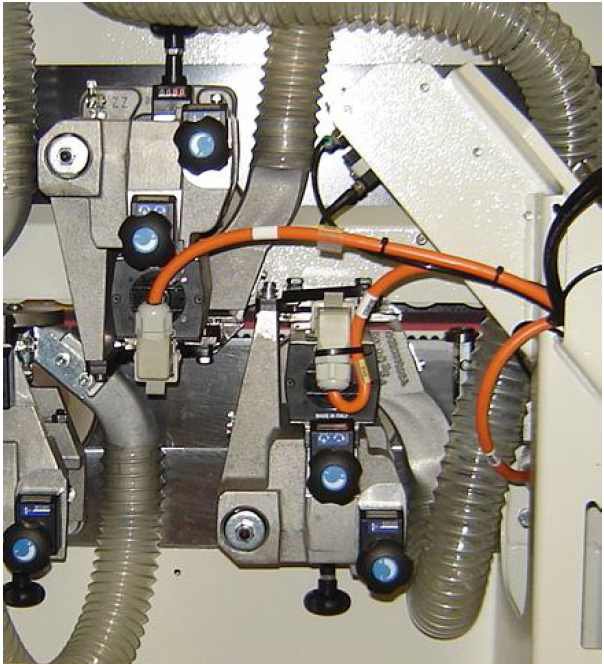
“R-K” ФРЕЗЕРНЫЙ УЗЕЛ ДЛЯ СНЯТИЯ ВЕРХНЕГО И НИЖНЕГО СВЕСОВ.
– С двумя независимыми высокочастотными двигателями, установленными на суппорте, который жестко закреплен на базе станка. Они осуществляют удаление верхнего и нижнего свесов вдоль обрабатываемой панели.
- Каждый двигатель оборудован вертикальными дисковыми копировальными устройствами и горизонтальными копирами в виде утюжков для точного позиционирования режущего инструмента относительно обрабатываемой детали и идеального снятия свесов.
- Быстрая и точная настройка узла обеспечивается с помощью ручной регулировки маховиками с числовыми индикаторами
- Узел оснащен вытяжными патрубками для аспирации
- На узле снятия свесов устанавливаются фрезы в исполнении «ED–SYSTEM» с напайными ножами радиусом R=3мм.
|
 увеличить изображение
увеличить изображение
|
ЦИКЛЕВОЧНЫЙ УЗЕЛ «E».
– Для финишной обработки кромочных материалов (ПВХ/ABS) толщиной 3 мм.
- Он обеспечивает высокое качество обработки благодаря жесткой структуре агрегата, и, как следствие, отсутствие вибраций.
- Высокая точность обеспечивается благодаря дисковым копирам.
- Комплектуется вытяжными аспирационными патрубками со специальным фильтром для длинной стружки
- Пара ножей включена (R=3мм)
|
 увеличить изображение
увеличить изображение
|
ПОЛИРОВАЛЬНЫЙ АГРЕГАТ " SP-V ".
(2×0,13 кВт, 3000 об/мин)
|
Технические характеристики:
| Скорость подачи транспортера, м/мин |
9 |
| Высота плиты при фрезеровании свесов, мм |
8–50 |
| Толщина полосового кромочного материала, мм |
0,4–3 |
| Толщина рулонного кромочного материала при использовании гильотины: |
| - при ширине 54 мм |
0,4–2 |
| - при ширине 45 мм |
0,4–3 |
| Максимальные свесы кромочного материала с каждой стороны плиты, мм |
4 (2+2) |
| Минимальная ширина плит при использовании рулонного кромочного материала (при длине не менее 210 мм), мм |
60 |
| Минимальная длина плит при использовании рулонного кромочного материала (при ширине не менее 100 мм), мм |
140 |
| Потребляемая мощность клеевого узла, кВт |
2,4 |
| Количество клея, кг |
1,0 |
| Торцовочный узел K2: |
| мощность двигателей, кВт |
0,2 |
| частота вращения фрез, об/мин |
12.000 |
| Узел фрезерования свесов R–K: |
| мощность каждого двигателя, кВт |
0,35 |
| частота вращения фрез, об/мин |
12.000 | Габаритные размеры: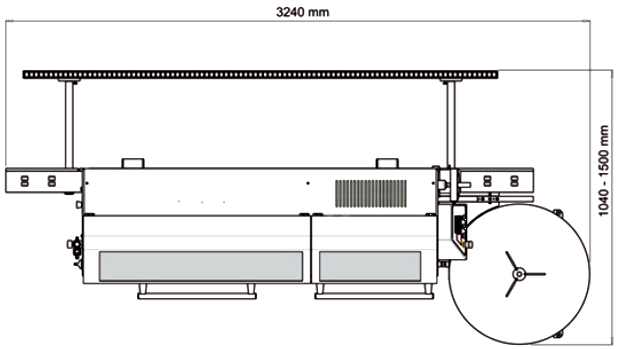
Распечатать страницу
|




 создание сайтов в Красноярске
создание сайтов в Красноярске