ОБЩИЕ ХАРАКТЕРИСТИКИ:
станина из высокопрочной стали с ребрами жесткости;
ориентируемый в пространстве пульт управления, расположенный в удобном для оператора месте;
роликовая опора для поддержки плит вдоль всей длины станка с механизмом регулировки на основе штанг круглого сечения и шариковых втулок;
защитная кабина с шумоизоляцией;
патрубки для подключения вытяжки, расположенные на защитной кабине;
аппаратный щит с блокируемым выключателем питания;
кнопки аварийного отключения на входе и выходе станка;
инвертор для питания электрошпинделей.
СИСТЕМА ПОДАЧИ ПЛИТ

подающий транспортер с пластинами, покрытыми резиной с высоким коэффициентом трения, закрепленными на ¾–дюймовой промышленной цепи.
перемещение пластин транспортера происходит по двум шлифованным закаленным стальным направляющим, одной — круглого сечения, другой — плоской, что обеспечивает прямолинейность перемещения и устойчивость к боковым нагрузкам;
верхний прижим в виде стальной балки с двумя рядами резиновых прижимных роликов, установленных на подшипниках;
ручной механизм подъема прижимной балки, обеспечивающий автоматическую настройку по высоте обрабатывающих узлов при переходе на новую толщину плит;
механический индикатор настроенной толщины плиты.
УСТРОЙСТВО ЦИФРОВОГО УПРАВЛЕНИЯ “ORION 110”

Устройство числового программного управления с ПЛК, обеспечивающее быстрое, простое и безошибочное выполнение персонализованных программ обработки (до 60 программ).
Управляет пневмоприводами позиционирования обрабатывающих узлов в случаях, когда станок ими оборудован.
(Пневмоприводы не входят в состав системы управления.)
Алфавитно–цифровая клавиатура и дисплей;
Функциональные клавиши для быстрого выбора обрабатывающих узлов;
Температура окружающей среды: от 0° до +45°C
ОСНОВНЫЕ ФУНКЦИИ
Управление обрабатывающими узлами и автоматическое включение электродвигателей;
Контроль и регулирование температуры клеевой ванны;
Выбор первого или второго прохода без необходимости смены программы;
Помощь в диагностике неисправностей;
Статистика выпуска — общего или за период: число деталей, длина кромочного материала, пробег транспортера;
Возможность выбора единиц измерения — мм или дюймы.
РАБОЧИЕ УЗЛЫ
УЗЕЛ НАНЕСЕНИЯ КЛЕЯ, ПОДАЧИ И ПРИКАТКИ КРОМОЧНОГО МАТЕРИАЛА
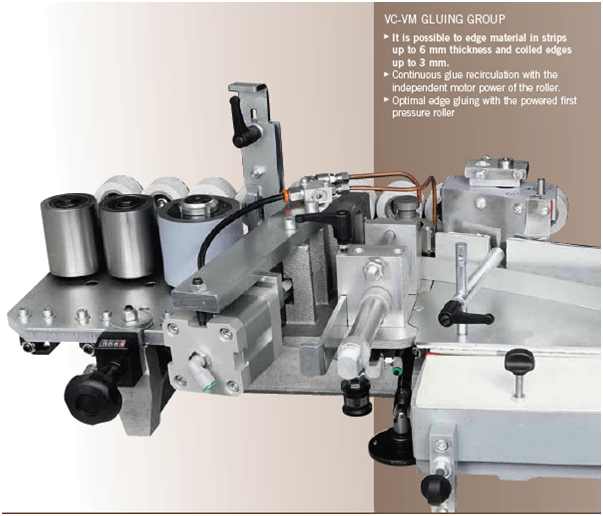
непосредственный привод механизма клеевой ванны от электродвигателя, расположенного в нижней части станка;
ванна быстрого нагрева для клея–расплава с тефлоновым покрытием, облегчающим процедуру замены клея;
клеевой ролик для нанесения клея на кромку плиты;
цифровой терморегулятор для контроля температуры клея;
автоматическое понижение температуры клея после определенного времени простоя станка;
устройство для автоматического возврата неиспользованного клея;
автоматическая система подачи рулонного кромочного материала, оснащенная гильотиной для отрезки кромочного материала с толщиной до 3 мм;
автоматическая система подачи полосового кромочного материала;
блок из трех валиков для прикатки кромочного материала. Первый валик — приводной с фрикционной муфтой. Второй и третий валики имеют противоположно направленную коническую форму для качественной прикатки наклеиваемой кромки. Усилие каждого из валиков регулируется механически.
регулировка положения блока прикатывающих валиков;
складной кронштейн с диском–держателем рулона, позволяющий уменьшить габариты станка, когда тот не используется.
ТОРЦОВОЧНЫЙ УЗЕЛ “K–2”

с двумя независимыми высокочастотными электродвигателями для обрезки переднего и заднего свесов кромочного материала. Пневматический наклон пил на угол 0–15° с пульта управления.
Может использоваться для плит, облицованных по технологии пост- и софтформинг.
Двигатели перемещаются по призматическим направляющим на линейных подшипниках с рециркуляцией шариков.
Каждый двигатель оснащен копиром для точного позиционирования пилы по месту резания. Пара пильных дисков прилагается.
НАКЛОНЯЕМЫЙ УЗЕЛ ФРЕЗЕРОВАНИЯ СВЕСОВ RI/800

Ручной наклон в диапазоне от 0 до 25°. Узел оснащен двумя независимыми высокочастотными двигателями, установленными на суппорте, жестко связанном со станиной станка, и предназначен для снятия свесов кромочного материала на верхней и нижней сторонах плиты.
Горизонтальное и вертикальное перемещение двигателей происходит по шлифованным закаленным стальным штангам на втулках с рециркуляцией шариков.
Ручной механизм для настройки двух рабочих положений с револьверным упором на 4 позиции.
Вертикальные и фронтальные копиры для точного позиционирования фрезы по месту обработки.
Легкая наладка благодаря
— механическим индикаторам положения (по вертикали и горизонтали);
— механическому и электрическому устройству для бысторго отсоединения двигателей.
— быстрому ручному отводу узла с линии обработки без необходимости перенастройки.
Узел оснащен высокоэффективными стружкоприемниками “ED–SYSTEM” и одноразовыми фрезами с напайными ножами — прямыми или радиусными в зависимости от компоновки станка.
ЦИКЛЕВОЧНЫЙ УЗЕЛ RAS/V

для финишной обработки кромки из ПВХ/ABS толщиной 3 мм. Благодаря конструкции повышенной жесткости обеспечивает наилучшее качество обработки и отсутвие вибраций.
Высокая точность позиционирования достигается благодаря дисковым копирам.
Для облегчения процедуры регулировки фронтальных копиров и циклей предусмотрены механические индикаторы.
Узел оснащен независимыми стружкоприемниками с контейнером для сбора стружки.
Пара циклей прилагается (R=3 мм).
ПОЛИРОВАЛЬНЫЙ УЗЕЛ «SPN»

для чистки и полировки кромки.
Два независимых двигателя мощностью 0,18 кВт.
Частота вращения 3.000 об/мин.


 создание сайтов в Красноярске
создание сайтов в Красноярске