Каталог оборудования
|
Поиск по каталогу
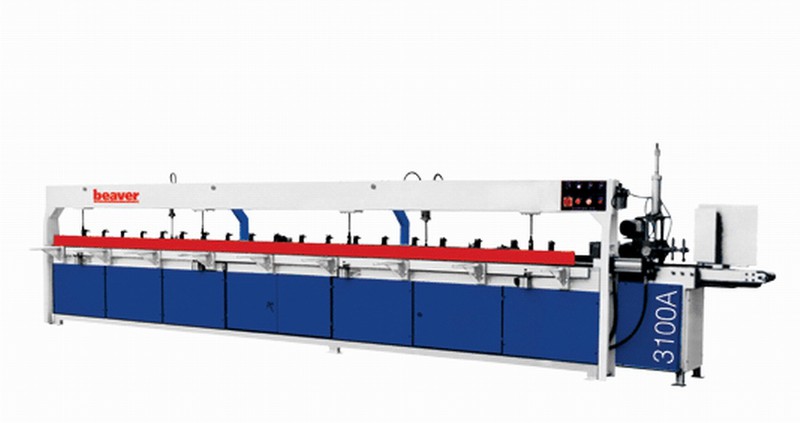
Двухпозиционный автоматический пресс для сращивания PSK-3100A (PSK-4500A; PSK-6000A)
 увеличить фото
увеличить фото
|
Двухпозиционный автоматический пресс PSK–3100A предназначен для продольного сращивания на зубчато–клеевое соединение в соответствии с ГОСТ 19414–90 короткомерных брусков из древесины с предварительно нарезанными шипами и торцовки заготовок в размер.
На прессе осуществляются на двух позициях следующие операции в автоматическом режиме:
• загрузка ламелей на первой позиции из магазина с предварительным наживлением;
• торцовка в размер набранной плети;
• передача на вторую позицию опрессовки;
• прессование плети для сращивания по длине;
• выгрузка готовой плети из пресса.
Идеально подходит для применения на предприятиях и в цехах по производству клееных оконных брусков для производства оконных блоков, клееного мебельного и строительного щита, погонажных изделий, дверных блоков, клееного строительного бруса для деревянного домостроения, производству мебели и на других деревообрабатывающих производствах.
|
 увеличить увеличить
Схема работы PSK–3100A (PSK–4500A; PSK–6000A) |
|
 увеличить увеличить
Изделия получаемые с помощью PSK–3100A (PSK–4500A; PSK–6000A) |
|

|
Конструктивные особенности, обеспечивающие высокую точность и качество обработки |
|
Станина с усиленными стойками позиции прессования. Cтанина коробчатой формы, прошедшая специальную термообработку, обеспечивает высокую жесткость всей конструкции пресса. Усиленные боковые стойки и балка на позиции прессования, предназначенные для крепления гидроцилиндра и верхнего прижима, обеспечивают восприятие высокого усилия прессования без деформации пресса. Достигается долговечность эксплуатации пресса без потери точностных параметров. |
 увеличить увеличить
|
|
Двухпозиционный рабочий стол. На первой позиции рабочего стола осуществляется набор плети до жесткого упора с конечным выключателем. После торцовки в размер плеть передается на вторую позицию прессования, освобождая первую позицию для дальнейшего набора плети во время цикла опрессовки. Обеспечивается значительное сокращения общего цикла обработки заготовок и повышение производительности пресса. |
 увеличить увеличить
|
|
Конвейер подачи ламелей из магазина. Осуществляет непрерывную подачу ламелей из магазина на первую позицию с помощью конвейерной ленты. Конвейер подачи оснащен перенастраиваемыми боковыми направляющими, обеспечивающими надежную ориентацию заготовок в процессе перемещения с большой скоростью. |
 увеличить увеличить
|
|
Механизм предварительного наживления ламелей (кроме PSK 3100A). Подача ламелей с предварительным наживлением на минишип в пресс сращивания осуществляется с помощью приводных рифленых вальцов с пневматическим прижимом верхних вальцов. Обеспечивается беспрерывная подача и надежное формирование плети из ламелей с предварительным натягом, что гарантирует точную отрезку плети на заданный размер. |
 увеличить увеличить
|
|
Торцовочный узел. Торцовочная пила установлена на шпинделе с высокоточными подшипниками и приводом от электродвигателя через клиноременную передачу. Подача пилы для отрезки набранной плети в размер осуществляется пневмоцилиндром с регулировкой скорости перемещения. Обеспечивается плавный подъем и ускоренный возврат узла в исходное положение, что сокращает время цикла на данной операции. |
 увеличить увеличить
|
|
Ограждение пилы и прижим плети. Ограждение пилы в зоне торцовки обеспечивает безопасность работы и выполняет функцию прижима набранной плети в процессе торцовки. Перемещение осуществляется с помощью пневмоцилиндра. |
 увеличить увеличить
|
|
Боковой ограничитель плети в зоне набора. Зона набора плети ограничивается боковой базовой линейкой и ограничительной балкой, настраиваемой, в зависимости от ширины заготовок, с помощью маховика и реечной передачи. Подъем и опускание балки осуществляется пневмоцилиндрами. На ограничительной балке имеются верхние прижимные плоские пружины. Обеспечивается более точное формирование плети по ширине и снижение припуска на дальнейшую обработку. |
 увеличить увеличить
|
|
Сталкиватель плети в зону прессования. Перемещение набранной плети после торцовки в размер на позицию прессования осуществляется сталкивателем с приводом от пневмоцилиндров. Синхронизация движения линейки сталкивателя происходит с помощью реечной передачи. |
 увеличить увеличить
|
| Дополнительный пневмоцилиндр прижима коротких ламелей в зоне прессования. Остающиеся после торцовки в размер короткие ламели досылаются и прижимаются к упору в зоне опрессовки с помощью дополнительного пневмоцилиндра с упором. |
 увеличить увеличить
|
|
Боковой прижим плети. Прижим, перемещенной в зону прессования плети, осуществляется боковой линейкой с помощью пневмоцилиндров по всей плоскости заготовки к выдвижному упору. Обеспечивается надежное базирование плети. |
 увеличить увеличить
|
|
Верхний прижим плети. Прижим плети в зоне прессования сверху осуществляется мощной балкой с помощью пневмоцилиндров. Обеспечивается надежная фиксация плети по пласти в процессе прессования с достаточно большим усилием. |
 увеличить увеличить
|
|
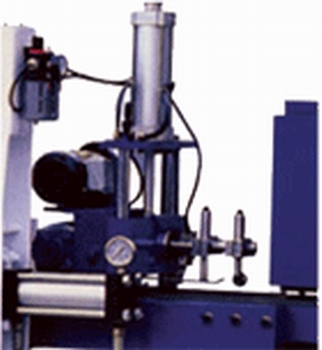
Мощный гидроцилиндр прессования. Сращивание плетей по длине осуществляется с помощью гидроцилиндра прессования. Обеспечивается передача необходимого усилия на заготовки с заданным удельным давлением, настраиваемым на гидростанции. Обеспечивается сращивание по длине на минишип. |
 увеличить увеличить
|
|
Прессование двух заготовок одновременно (кроме PSK 3100A). За счет промежуточного выдвижного упора, расположенного на зубчатой рейке боковой базовой линейки в зоне набора, имеется возможность получать две сращенные плети различной длины с промежуточной торцовкой. |
 увеличить увеличить
|
|
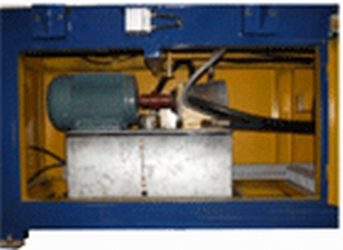
Встроенная гидростанция. Удобно встроенная в станину гидростанция с аппаратурой управления и регулирования обеспечивает надежную работу пресса и удобство его транспортирования и монтажа. |
 увеличить увеличить
|
|
Пульт управления прессом. Эргономичный пульт управления, расположенный в зоне работы оператора, обеспечивает удобство наладки и управления работой пресса. |
 увеличить увеличить
|
Технические характеристики:
|
Параметры станка |
Модель |
|
PSK–3100A |
PSK–4500A |
PSK–6000A |
|
Наибольшая длина прессуемой заготовки, мм. |
3100 |
4500 |
6000 |
|
Ширина прессуемой заготовки, мм. |
40÷150 |
40÷150 |
40÷150 |
|
Толщина прессуемой заготовки, мм. |
10÷80 |
10÷80 |
10÷80 |
|
Усилие прессования, кг. |
6000 |
6500 |
6500 |
|
Диаметр торцовочной пилы, мм. |
305 |
350 |
350 |
|
Такт работы пресса, сек. |
20 |
20 |
20 |
|
Частота вращения привода конвейера, об/мин. |
680 |
680 |
680 |
|
Частота вращения привода подающего ролика, об/мин. |
- |
1350 |
1350 |
|
Частота вращения торцовочной пилы, об/мин. |
2840 |
2840 |
2840 |
|
Частота вращения привода гидростанции, об/мин. |
1500 |
1500 |
1500 |
|
Мощность электродвигателя привода конвейера, кВт. |
0,75 |
0,75 |
0,75 |
|
Мощность электродвигателя подающих роликов, кВт. |
- |
0,2 |
0,2 |
|
Мощность электродвигателя торцовочной пилы, кВт. |
2,2 |
2,2 |
2,2 |
|
Мощность электродвигателя привода гидростанции, кВт. |
2,2 |
4 |
4 |
|
Общая установленная мощность, кВт. |
5,15 |
7,15 |
7,15 |
|
Рабочее давление в пневмосистеме, МПа (кг/см²) |
0,6 (6) |
0,8 (8) |
0,8 (8) |
|
Рабочее давление в гидросистеме, МПа (кг/см²) |
6÷12 (60÷120) |
6÷16 (60÷160) |
6÷16 (60÷160) |
|
Габаритные размеры(ДхШхВ), мм. |
4070×510×1450 |
5700×1320×1480 |
7900×1100×1800 |
|
Масса, кг. |
1370 |
2100 |
2400 |
Распечатать страницу
|















 создание сайтов в Красноярске
создание сайтов в Красноярске